
激光热透镜效应的改善和解决办法
随着光纤激光器在工业加工领域的应用范围不断扩展,高功率光纤激光器也有了更大的需求。在更高功率的激光器应用中,就会出现一系列新问题,从而影响激光加工的稳定性,比如热透镜效应。
一、什么是热透镜效应
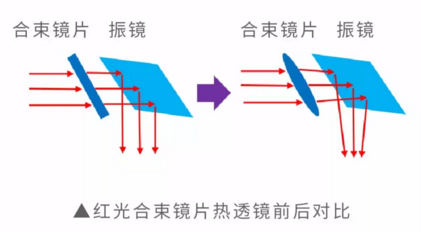
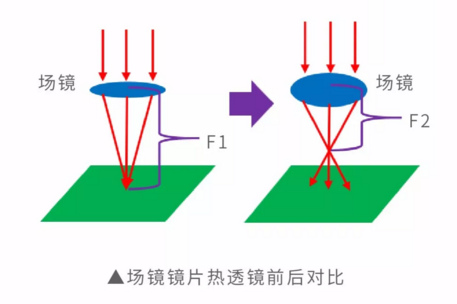
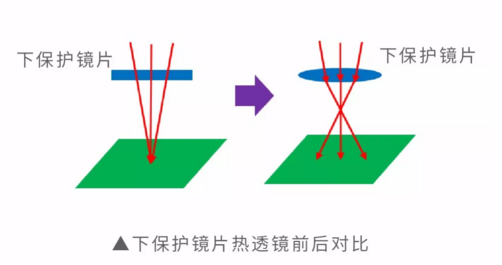
由于光学元件质量差、脏污、损坏等原因造成对激光吸收率增大,光学元件受激光束连续较长时间照射后,温度升高产生热变形,进而引起透过型光学元件的折射率和反射型光学元件的反射方向发生变化。热透镜效应会改变激光焦点(束腰)的位置,进而影响应用效果。
由于透过型光学元件对激光吸收率更高,温度上升更大,因此热透镜效应更明显。接下来主要针对不同激光应用设备中,易出现热透镜问题的光学元件做分析。
二、热透镜效应在激光应用中的影响
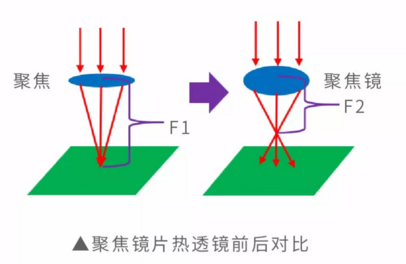
功率越高、加工高反材料,光学元件受热膨胀越迅速,热透镜越明显;产生热透镜效应时,光学元件受热膨胀,出现聚焦能力变强,聚焦光斑尺寸变小,焦距和焦深变短现象。
这些现象的产生,最终会造成激光加工不稳定,影响激光加工效果。
1、对打标的影响
(1)氧化铝打黑:发生热透镜效应时,焦距变短,材料表面能量密度降低,氧化铝打不黑,严重时出现中心和边缘效果黑度不一致现象。
(2)金属深雕:金属深雕一般使用焦距(焦深)短的场镜,当高功率深雕时,由于热透镜效应,材料处能量密度迅速下降,造成金属打不深。由于光学元件中心比边缘膨胀大,出现中心浅,四周深现象(深度不一致)。
(3)薄片切割:根据不同的材料,脉冲光纤激光器切割薄片通常采用单次慢速或多次快这两种方法。热膨胀与冷却回缩可以在很短时间(<1S)内发生,因此切割时出现起始位置可以切穿,其它位置切不穿材料。
2、对焊接的影响
(1)金属薄片点焊:对于高功率光纤激光器点焊金属薄片,热透镜效应会造成焊点大小不一致,焊接不牢固性,拉拔力不够。
(2)金属连续焊:连续光焊接金属相对于切割,反射率更高。高功率焊接时,热透镜效应会造成焊接前部分正常,后部分焊接深度浅或完全焊不透。焊接铝和铜高反材料,热透镜效应更明显。

3、对切割的影响
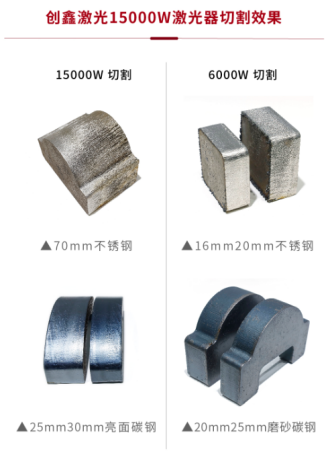
(1)不锈钢切割:不锈钢切割时,热透镜效应会造成切割面不一致,挂渣越来越多,甚至出现切割不断问题。
(2)碳钢切割:碳钢切割时,热透镜效应会造成底部熔渣越来越多,切割不断问题。

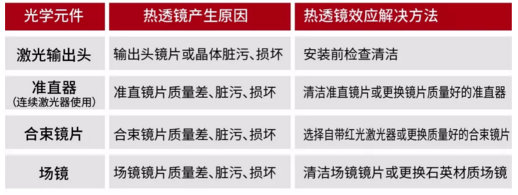
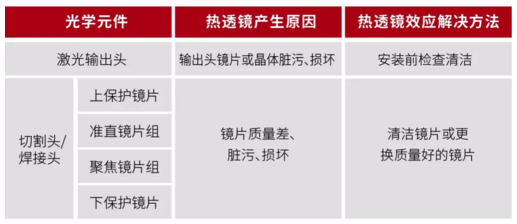
三、热透镜效应解决办法
1、振镜头加工设备不同光学元件镜片产生热透镜效应的解决方法:

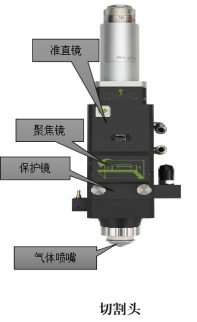
2、切割头/焊接头加工设备不同光学元件镜片产生热透镜效应的解决方法:
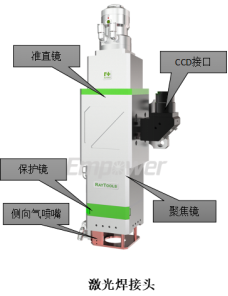
切割头、焊接头图片来自嘉强


同类文章排行
- 苹果有多赚钱?iPhone X利润硬抗整个Android圈
- 全系麒麟810+超强夜拍 超能旗舰荣耀9X正式发布
- 中国微电机行业门户网站
- 【1807班】新学期第一次班会——以往鉴来,砥砺前行
- 12月29日新闻茶泡Fan
- 9月13日新闻茶泡Fan
- 聚焦互联时代的“LED+” 重塑半导体照明产业格局
- 真快!Mate9还没来 华为P10的消息就出来了!
- 人工智能怎样变得更加的务实
- 12月5日新闻茶泡饭
最新资讯文章
- 【1707班】浓情夏日,温情班建
- 【1704班】中秋之际,“团圆”之时
- 2019-2020学年班团委换届大会暨第一次班会
- 【1802班】中秋节DIY月饼大赛
- 【1807班】新学期第一次班会——以往鉴来,砥砺前行
- 【1702班】与1701班“磨山半日游”联合班活
- 【1705班】
- 【1909班】记1909班级主题活动
- 【1908班】坚持不懈,勇辩高峰
- 【1905班】“拥抱青春的魅力”主题班活圆满结束
- 【1907班】暖冬文艺活动
- 【1802班】1802班与1801班马鞍山联谊活动
- 【1807班】期末动员大会
- 【1907班】回归童年,守住初心
- 【1806班】天空因为梦想更加绚烂,班级因为有爱
- 【1903班】“家的温暖”主题班活圆满结束
- 【1807班】定向越野活动
- 赢享中国·强力巨彩杯2015年LED显示屏行业高峰论
- 如何深挖CSP潜在价值让LED企业更具竞争力?
- LED驱动欧洲新版标准解读:未雨绸缪才能掌握市

